Зараз переважають пластмасові та гумові вироби. Кілька методів виробництва виробляють ці продукти. Однак найпопулярнішими методами є пресування та лиття під тиском. Хтось вважає більш сприятливим процес пресування, а хтось віддає перевагу лиття під тиском. Ця дискусія спонукала мене написати про стиснення проти лиття під тиском.
Ці два методи формування відрізняються багатьма параметрами. Знання різниці має вирішальне значення перед початком проекту з гуми чи пластику. Ви серед тих, хто не усвідомлює своїх відмінностей? Не хвилюйтеся! У цьому вичерпному посібнику обговорюватимуться важливі порівняння цих методів. Тож почнемо!
Огляд пресування та лиття під тиском
Лиття під тиском і пресування використовують для виготовлення різних гумових і пластмасових виробів. Метод компресійного формування застарілий і скомпрометований з точки зору точності. Однак метод лиття під тиском є швидким, сучасним і точним. Це може допомогти швидко виготовити сипучі продукти.
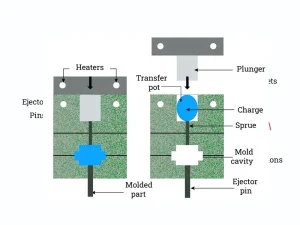
Ці два виробничі процеси багато в чому відрізняються. Наприклад, крихітні шматочки матеріалу поміщають у формувальну камеру під час пресування. Ця камера має порожнину потрібної форми. Під час застосування тиску та тепла сировина плавиться. Цей розплавлений матеріал тече і заповнює порожнину прес-форми.
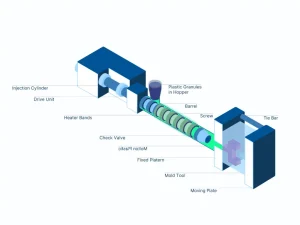
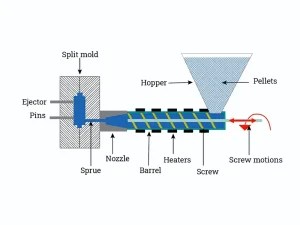
Через деякий час він остигає і приймає форму порожнини форми. Зрештою, жорсткий пластик або rвиготовляються убберові вироби. Їх можна використовувати для різних застосувань. І навпаки, при лиття під тиском використовується вже розплавлений матеріал. Пластиковий або гумовий матеріал розплавляється при високій температурі на початковому етапі.
Після цього цей розплавлений матеріал вводять у форму зі специфічними порожнинами. Через деякий час відбувається процес затвердіння (охолодження), і виходить кінцевий продукт. Дуже важливо помістити розплавлений матеріал у порожнину форми до того, як він охолоне.
Це буде марно, якщо розплавлений матеріал охолоне до того, як досягне порожнини форми. Особливої уваги потребує форма, яка використовується у виробництві. Він повинен бути схожий на продукт, який ви хочете отримати. Розплавлений матеріал твердне, приймаючи форму форми. Використання неправильної форми призведе до неправильної форми виробу.
Відмінності між пресуванням і литтям під тиском
Огляд дав вам основне уявлення про обидва методи формування. Однак знання різниці між двома методами має вирішальне значення перед використанням будь-якого методу. Отже, давайте зануримося в детальне порівняння цих методів і подивимося, що їх відрізняє.
1- Складність процесу
Інжекційне та компресійне формування відрізняються за складністю. Компресійне формування включає прості кроки. ЯК? Для цього процесу потрібна відміряна кількість пластику або гуми у формі порошку. Порожнина форми містить цей порошок, а гідравлічний циліндр створює тиск.
Під дією тепла і тиску порошок плавиться і заповнює порожнину форми. При охолодженні утворюється міцний пластиковий або гумовий виріб. З іншого боку, лиття під тиском є складним процесом. Наприклад, висока температура потрібна для попереднього плавлення сировини.
Виріб буде нерівним і марним, якщо він охолоне до того, як досягне порожнини форми. Особливої уваги потребує форма, яка використовується у виробництві. Вони повинні бути схожі на продукт, який ви хочете отримати. Розплавлений матеріал твердне, приймаючи форму форми. Використання неправильної форми призведе до неправильної форми виробу.
2- Час циклу та ефективність виробництва
Час циклу вказує на час, необхідний для повної процедури формування. Тривалість циклу процесу лиття під тиском коротша порівняно з процесом стиснення. Інжекційна машина швидко розплавляє матеріал і впорскує його у форму через інжекційний блок. Крім того, процес затвердіння також швидкий завдяки різноманітним сучасним каналам охолодження.
Весь процес після введення матеріалу займає кілька хвилин. Завдяки меншому часу циклу ефективність виробництва також чудова. Можна швидко виготовити велику кількість продукції. З іншого боку, компресійне формування має подовжений час циклу. Сировині потрібен час, щоб розплавитися в порожнині форми.
Причина полягає в тому, що в камері форми забезпечується помірна кількість тепла. Крім того, процес застигання також вимагає часу. Загалом процес пресування займає кілька годин. Через повільні кроки ефективність виробництва цього процесу також не є доброю. Цей процес не може виробляти великомасштабну продукцію.
3- Інструменти та час налаштування
Компресійне формування вимагає простого обладнання, що складається з нагрівача та пресових інструментів. Всі ці інструменти прості в експлуатації та налаштуванні. Однак один недолік налаштування інструментів полягає в тому, що ви повинні змінювати всі налаштування після кожного циклу. Ця зміна налаштувань відбувається кожного разу вручну. Налаштувати його інструменти легко, але це вимагає багато часу через повторення.
З іншого боку, лиття під тиском вимагає складних інструментів. Наприклад, для цього потрібен розрядник тиску, інжекторна установка та різноманітні складні форми. Для налаштування всіх цих інструментів потрібен час. Після того, як вони налаштовані правильно, вам не потрібно змінювати їх після циклу. Це постійне налаштування не тільки економить ваш час, але й забезпечує точність.
4- Технічне обслуговування та знос
Як я вже сказав вище, метод пресування вимагає простого обладнання. Таким чином, він має менше шансів на знос і простий у догляді. Крім того, конструкція прес-форм у цій процедурі є простою. Вони витримують тиск гідроциліндрів. Навпаки, лиття під тиском є складною процедурою.
Для цього потрібні стандартні інструменти, такі як інжекторні пристрої та пристрої для зниження тиску. Крім того, складні та вигадливі конструкції форм також схильні до зносу. Інжекція матеріалу, який сильно розплавився, також може вплинути на її структуру. Загалом процес лиття під тиском вимагає більшого обслуговування та заміни інструменту.
5- Сумісність матеріалів
І пресування, і лиття під тиском відрізняються за сумісністю матеріалів. Процедура пресування більш сумісна з термореактивними пластмасами. Чи знаєте ви, що таке термореактивний пластик? Ці пластики стають настільки твердими після формування, що їх неможливо розплавити чи відлити знову.
Простіше кажучи, це незворотні пластики. Тому компресійне формування підходить для виготовлення деталей кузова автомобіля. І навпаки, процес лиття під тиском є універсальним для багатьох матеріалів. Цей процес може легко обробляти еластомери та термопласти. Приклади термопластів включають нейлон і поліетилен.
Ці пластики оборотні, і їх можна формувати знову і знову. Отже, це лиття під тиском виробляє делікатні деталі автомобілів і медичних приладів. Пам'ятайте, машини для лиття під тиском також можуть працювати з термореактивними пластиками. Це свідчить про те, що цей спосіб виробництва є дуже задовільним.
6- Вплив на навколишнє середовище
Чесно кажучи, обидві процедури формування мають певний вплив на навколишнє середовище. Однак ступінь цих ефектів різниться в кожному процесі. Наприклад, лиття під тиском є енерговитратним методом. Щоб отримати високу точність, для плавлення та охолодження матеріалу потрібні більш енерговитратні інструменти.
Ви знаєте, що процес лиття під тиском виробляє продукти, які можна переробити. Ці вироби можна багаторазово використовувати, що свідчить про їх екологічність. З іншого боку, компресійне формування використовує просту установку обладнання. Для плавлення та охолодження не потрібні енерговитратні інструменти.
Таким чином, цей процес є більш енергоефективним в цілому. Він також виробляє менше відходів, ніж лиття під тиском. Однак його термореактивні продукти не є екологічно чистими. Їх не можна переробити чи повторно використати, тому вони забруднюють навколишнє середовище та шкодять живим істотам.
7- Витрати на інструменти
Я згадав вище, що в обох процедурах формування використовуються різні інструменти. Компресійним формуванням отримують вироби простої конструкції. Тому для цього потрібні прості та недорогі інструменти. Машина, яка використовується в цьому методі, також проста і має обмежену функціональність. Пам’ятайте, що за допомогою цієї процедури ви не зможете зробити складні геометричні вироби.
З іншого боку, процедура лиття під тиском використовує певні інструменти. Ці інструменти використовуються для виготовлення складних і сучасних виробів із пластику. Крім того, точність цих продуктів також потребує додаткових інструментів. Всі ці фактори збільшують собівартість даної процедури. Цей процес лиття під тиском має високу початкову вартість налаштування.
Швидке виділення: Висока ціна процесу лиття під тиском становить 100%. Таким способом можна отримувати вироби складної форми. Однак він дуже точний, незалежно від того, використовуєте ви гуму чи пластмаси як сировину. Перш за все, це надзвичайно швидко та підвищує продуктивність.
Часті запитання
Які етапи включає метод лиття під тиском?
Метод лиття під тиском складається з трьох основних етапів. Ось їх список:
- Розплавлення мірної сировини
- Впорскування розплавленої сировини під тиском
- Охолодження розплавленого матеріалу всередині форми
Який пластик використовується для лиття під тиском?
Для лиття під тиском використовується термопластик, який легко переробити. Це означає, що цей матеріал можна багаторазово використовувати. Таким чином, процес лиття під тиском є екологічним.
Яка мета пресування?
Компресійне формування в першу чергу спрямоване на виробництво недорогих виробів. Цей метод виробництва не забезпечує точності 100%. Однак це застарілий метод, який зараз використовується рідше.
Який метод слід використовувати, пресування чи лиття під тиском?
Це залежить від ваших потреб. Якщо точність є вашим пріоритетом, я настійно рекомендую використовувати лиття під тиском. Він подарує вам вироби хитромудрої форми. Однак компресійне формування підходить для тих, хто має обмежений бюджет. Однак цей старий метод формування забезпечить погіршену якість і точність.
Висновок
Для гуми та пластмас існують два основних типи формування: пресування та лиття під тиском. У цих двох виробничих процедурах використовуються прес-форми та багато в чому різняться. У цій детальній статті я порівняв обидва методи. Наприклад, компресійне формування є недорогим і простим.
Однак цей процес компресійного формування займає багато часу та виробляє менш точні вироби. З іншого боку, лиття під тиском є сучасним виробничим процесом. Можна отримати дуже складні конструкції з гуми і пластику. Це екологічно безпечно, оскільки виробляє продукти, які можна переробити.
